کارخانه ماشین سازی صفا
تولیدکننده اره نواری فولادبر
ماشینسازی صفا در زمینهی طراحی و تولید ماشینآلات صنعتی، به ویژه اره نواری فولاد بر در سایزهای 320 تا 2100 میلیمتر و مدلهای مختلف آن؛ با اتکا به تجربه و استفاده از متریال درجه یک، توانسته به کیفیتی دست پیدا کند که تنها با نمونههای خارجی قابل مقایسه است.
حامد صفایی
03133863668
شهرک صنعتی امیرکبیر
info@safamachines.com
8 الی 18

اره نواری فولاد بر سایز 320
دستگاه اره نواری سایز 320، میتواند بنا به سفارش مشتری اتوماتیک یا نیمه اتوماتیک باشد. این دستگاه از نوع لولایی (بازویی) و توسط ماشین سازی صفا تولید شده است. این دستگاه دارای عملکرد اتوماتیک با قابلیت و کیفیت بالا جهت برش دقیق و سریع انواع فلزات و غیرفلزات و در مقاطع مختلف توپر و توخالی مانند میلگرد، چهارپهلو، پروفیل، تیرآهن، قوطی و … دارای کاربردی ویژه برای برشهای متوالی است. این دستگاه اره نواری دارای دکل یکپارچه بوده که باعث میشود تمام قسمتهای ماشینکاری شده نسبت به یکدیگر ساعت بوده و موقعیتهای تمامی قطعات مونتاژ شده روی دستگاه در بهترین وضعیت خود قرار بگیرند. مزیت دستگاه این است که ستونهای راهنمای دستگاه داخل سیلندر قرار دارند و نیازی به روغنکاری جهت حرکت بدون لرزش و روانکاری ستونها ندارد و باعث میشود تمام قسمتهای ستون بهصورت یکنواخت روغنکاری شوند.

اره نواری بندیل بر سایز 350
اره نواری بندیل بر سایز 350 دارای دو جفت گیره است. یک گیره جلوی دستگاه و نزدیک به تیغه و دیگری پشت دستگاه قرار دارد. همچنین این دستگاه دارای جک روبنده نزدیک به تیغه است. این دستگاه از نوع دستگاههای ستونی (دروازهای) بوده که بالا و پایین رفتن کمان بر روی دو ستون توسط سیستم هیدرولیک انجام میشود. از این دستگاه در برشهای 90 درجه استفاده شده است. عملکرد این دستگاه به گونهای است که وقتی اپراتور سایز و تعداد برش را به دستگاه فرمان میدهد، گیره عقبی دستگاه بندیل را گرفته و به اندازهی سایزی که اپراتور فرمان داده است را توسط encoder محاسبه کرده و جلو میآورد.

اره نواری بندیل بر سایز 550
عملکرد این دستگاه اره نواری بندیل بر به گونهای است که وقتی اپراتور سایز و تعداد برش را به دستگاه فرمان میدهد، گیره عقبی دستگاه بندیل را گرفته و به اندازهی سایزی که اپراتور فرمان داده است را توسط encoder محاسبه کرده و جلو میآورد؛ که این جلو آوردن هم میتواند به صورت هیدرولیکی توسط جک یا به صورت بالسکرو توسط سروو موتور انجام گیرد. همچنین این دستگاه دارای جک روبنده نزدیک به تیغه است و باعث شده بندیل در ناحیه برش لرزشی نداشته باشد که این امر موجب کاهش استهلاک تیغه و همچنین برش آسان بندیل شود.

اره نواری فولاد بر سایز 350 (طرح جدید)
دستگاه اره نواری سایز 350 (طرح جدید) از نوع اره نواری های ستونی بوده که بالا و پایین رفتن کمان بر روی دو ستون توسط سیستم هیدرولیک انجام میشود. از این دستگاه در برشهای 90 درجه استفاده شده و برای برش در زاویههای متفاوت از فکگیرههایی استفاده میشود که قابلیت زاویه گرفتن داشته باشد. طراحی این دستگاه براساس طراحی دستگاههای Kesmak ترکیه صورت گرفته است و تنها توسط ماشینسازی صفا تولید میشود.

اره نواری فولاد بر سایز 350 (طرح قدیم)
دستگاه اره نواری سایز 350 (طرح قدیم) از نوع اره نواری های ستونی بوده که بالا و پایین رفتن کمان بر روی دو ستون توسط سیستم هیدرولیک انجام میشود. از این دستگاه در برشهای 90 درجه استفاده شده و برای برش در زاویههای متفاوت از فکگیرههایی استفاده میشود که قابلیت زاویه گرفتن داشته باشد.

اره نواری فولاد بر سایز 550 (طرح جدید)
دستگاه اره نواری سایز 550 (طرح جدید) از نوع دستگاههای ستونی بوده که بالا و پایین رفتن کمان بر روی دو ستون توسط سیستم هیدرولیک انجام میشود. از این دستگاه در برشهای 90 درجه استفاده شده و برای برش در زاویههای متفاوت از فکگیرههایی استفاده میشود که قابلیت زاویه گرفتن داشته باشد. طراحی این دستگاه براساس طراحی دستگاههای کسمک ترکیه صورت گرفته است و تنها توسط ماشین سازی صفا تولید میشود.

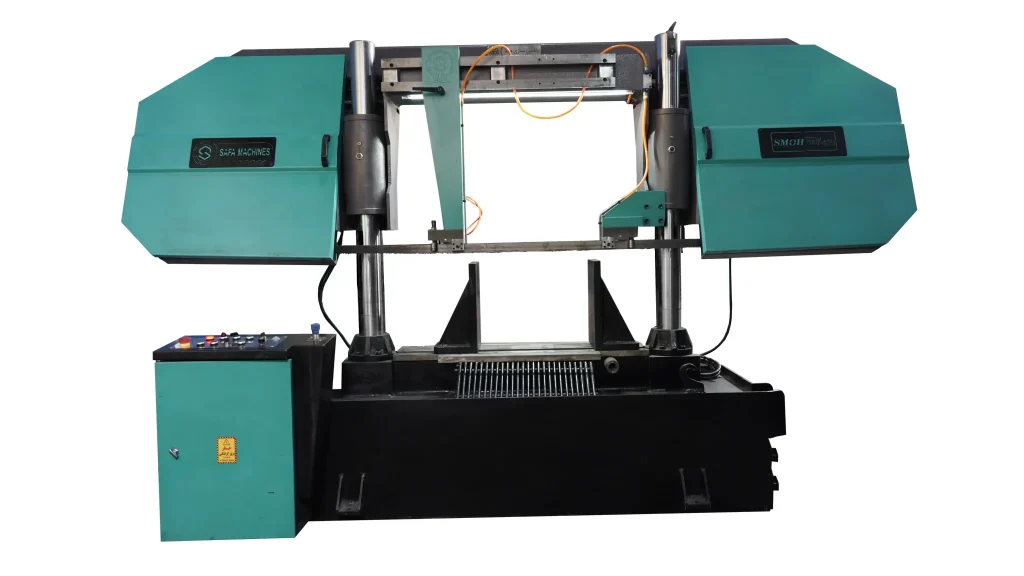
اره نواری فولاد بر سایز 550 (طرح قدیم)
دستگاه اره نواری سایز 550 (طرح قدیم) دارای دکل یکپارچه بوده که باعث میشود تمام قسمتهای ماشینکاری شده نسبت به یکدیگر ساعت بوده و موقعیتهای تمامی قطعات مونتاژ شده روی دستگاه در بهترین وضعیت خود قرار بگیرند. همچنین مزیت دیگر این دستگاه این است که ستونهای راهنمای دستگاه داخل سیلندر قرار دارند و نیازی به روغنکاری جهت حرکت بدون لرزش و روانکاری ستونها ندارد و باعث میشود تمام قسمتهای ستون بهصورت یکنواخت روغنکاری شوند.
اره نواری فولاد بر سایز 650 | 700
دستگاه اره نواری فولاد بر سایز 650 | 700 از نوع دستگاههای ستونی بوده که بالا و پایین رفتن کمان بر روی دو ستون توسط سیستم هیدرولیک انجام میشود. از این دستگاه در برشهای 90 درجه استفاده شده و برای برش در زاویههای متفاوت از فکگیرههایی استفاده میشود که قابلیت زاویه گرفتن داشته باشد. طراحی این دستگاه براساس طراحی دستگاههای کسمک ترکیه صورت گرفته است و تنها توسط ماشین سازی صفا تولید میشود.

اره نواری فولاد بر سایز 850 | 1050
مزیتی که دستگاه اره نواری فولادبر سایز 850 | 1050 دارد، امکان برشکاری قطعات با طول کوتاه فراهم کرده و همچنین این ویژگی باعث شده قطعات برش خورده پس از اتمام کار توسط گیرهی دستگاه نگه داشته شوند. عملکرد این دستگاه به گونهای است که بازوی نگهدارندهی متحرک تیغه همراه با باز و بسته شدن فک دستگاه، در نزدیکترین فاصله نسبت به قطعهی کار حرکت میکند. هلدرهای نگهدارندهی تیغه به صورت کارباید (الماس) بوده که باعث میشود، لرزش تیغه هنگام برشکاری به حداقل برسد. عرض کارگیر فک این اره نواری فولادبر تا 1250 میلیمتر قابل ارتقاء بدون افزایش قیمت است.
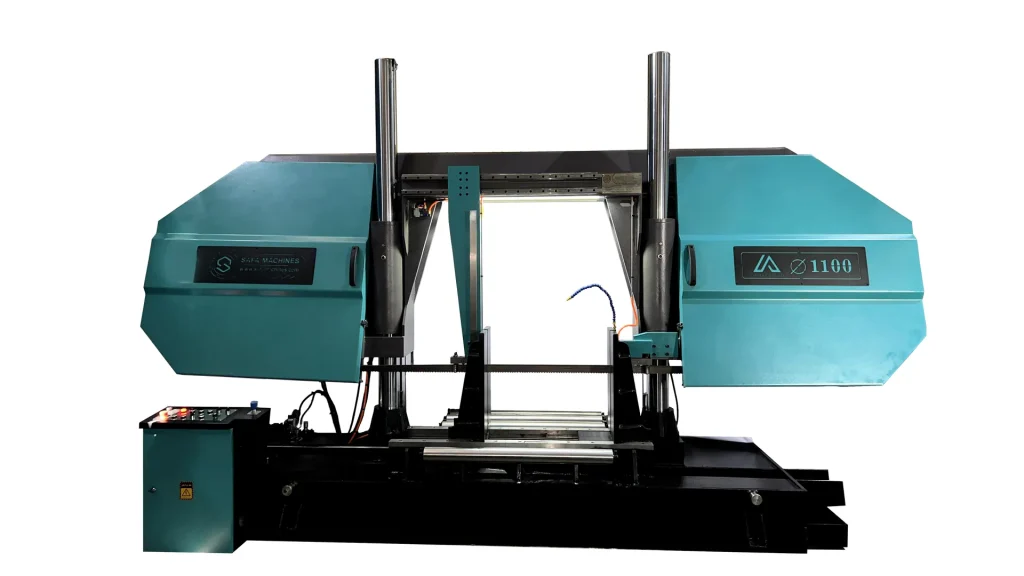
اره نواری فولاد بر سایز 1100
دستگاه اره نواری فولادبر سایز 1100 از لحاظ کیفیت با نمونههای خارجی قابل رقابت است و با نمونههای داخلی قابل مقایسه نیست. عرض کارگیر فک این اره نواری فولادبر تا 1300 میلیمتر قابل ارتقاء بدون افزایش قیمت است. مزیتی که گیره اره نواری فولادبر دارد، امکان برشکاری قطعات با طول کوتاه فراهم کرده و همچنین این ویژگی باعث شده قطعات برش خورده پس از اتمام کار توسط گیرهی دستگاه نگه داشته شوند. عملکرد این دستگاه به گونهای است که بازوی نگهدارندهی متحرک تیغه همراه با باز و بسته شدن فک دستگاه، در نزدیکترین فاصله نسبت به قطعهی کار حرکت میکند.

اره نواری فولاد بر سایز 1500 | 1600
عملکرد دستگاه اره نواری فولاد بر سایز 1500 | 1600 به گونهای است که بازوی نگهدارندهی متحرک تیغه همراه با باز و بسته شدن فک دستگاه، در نزدیکترین فاصله نسبت به قطعهی کار حرکت میکند. هلدرهای نگهدارندهی تیغه به صورت کارباید (الماس) بوده که باعث میشوند، لرزش تیغه هنگام برشکاری به حداقل برسد. عرض کارگیر فک این اره نواری فولاد بر تا 1600 میلیمتر قابل ارتقاء بدون افزایش قیمت است. اره نواری فولاد بر دارای دکل یکپارچه بوده که باعث میشود تمام قسمتهای ماشینکاری شده نسبت به یکدیگر ساعت بوده و موقعیتهای تمامی قطعات مونتاژ شده روی دستگاه در بهترین وضعیت خود قرار بگیرند.
ماشینسازی صفا با بیش از 15 سال سابقه در عرصهی صنعت، به عنوان یکی از برترین تولیدکنندگان دستگاههای اره نواری فولادبر در ایران شناخته میشود. مجموعه ما در راستای پایین آوردن هزینههای تولید و همچنین بالا بردن کیفیت برش انواع مواد و صرفهجویی زمانی در کارخانههای تولیدی، اقدام به ساخت اره نواری هایی کرده است که فرآیند تولید با پایینترین هزینه ممکن انجام شود.
تلفن مشاوره و راهنمایی
ویدیوهای معرفی دستگاههای اره نواری فولاد بر
همه چیز در مورد اره نواری
درباره دستگاه اره نواری :
دستگاه اره نواری، با تواناییهای برش دقیق و سریع، یکی از ارکان اصلی در صنعت مدرن است. این دستگاهها بهرهوری را افزایش و به کاهش هزینههای تولید کمک میکنند. این دستگاه برای برش دقیق و سریع انواع مواد از جمله: فلزات، چوب، و حتی مواد غذایی طراحی و همچنین به دلیل سادگی در استفاده، دقت قابل قبول و هدر رفت بسیار کم، به یکی از روشهای پرکاربرد برش در صنایع مختلف تبدیل شدهاند. از اولین کاربردهای اره نواری، برش چوب بوده، اما با پیشرفتهای تکنولوژیک، کاربردهای آن به صنایع فلزی و سایر مواد گسترش یافته است.
امروزه ماشین اره نواری در صنایع مختلفی از جمله نساجی، ساختمانی، غذایی و بهداشتی کاربرد دارد و برای برش مواد متنوعی مانند فلزات، پارچه، چرم، سنگ، شیشه، لاستیک، گوشت، ماهی، نان و مواد غذایی یخ زده استفاده میشود. مهمترین ویژگی این ماشینها، دقت بالای آن در ایجاد برشهای دقیق است، که باعث شده هدر رفتی در قطعات برش خورده وجود نداشته باشد. این دقت، به ویژه در صنایعی که نیاز به برشهای پیچیده و دقیق است، اهمیت بسیاری دارد.
با توجه به کارآیی فوقالعاده و منحصر به فرد اره نواری، هر کارگاه یا تولیدی به استفاده از این دستگاه نیازمند است. این دستگاهها به طور مداوم در حال توسعه و بهبود بوده تا بتوانند پاسخگوی نیازهای روزافزون صنعت باشند و به افزایش بهرهوری و کاهش هزینهها کمک کنند.


تاریخچه کوتاه اره نواری :
ماشین اره نواری که امروزه به عنوان یکی از ابزارهای کلیدی در صنایع مختلفی که به برش سریعتر و کم هزینهتر در صنعت خود نیاز داشته و استفاده میشود، ریشهای تقریبا دیرینه دارد. نخستین طرحها به اویل قرن نوزدهم و به طور دقیق به سال 1808 در انگلستان برمیگردد.
ابتدا این دستگاه را برای برش راحتتر تنهی درختان استفاده میکردند و به مرور زمان این دستگاه وارد صنعت فلزات شد. در همان زمان دستگاه اره نواری به دلیل قابلیتهای منحصر به فرد خود که به برخی از آنها در ابتدای مقاله اشاره کردیم، به سرعت محبوبیت یافت. با گذشت زمان و پیشرفتهای مختلف در اجزای دستگاه اره نواری، از این ابزار برای کاربردهای گوناگونی در صنعت استفاده شد. از مدلهای افقی گرفته تا مدلهای عمودی برای برشهای دقیق و زاویهای که هر کدام عملکرد ویژهی خود را داشتند.
تولید اره نواری در ایران از ابتدای 1300 شمسی آغاز شد. ابتدا دستگاهها را وارد میکردند و سپس با گذشت زمان، به وسیلهی مهندسی معکوس تولید دستگاه اره نواری در کشور آغاز شد. ابتدا از این دستگاه برای چوببری در کارگاههای کوچک در شمال ایران استفاده میشد و این روند تا دو دهه ادامه داشت. بعد از آن و به مرور وارد صنایع فولادی شده و امروزه به طور گستردهای در سایزها و شکلهای مختلف در صنایع بسیاری از اره نواری در سایزها و اشکال گوناگون استفاده میشود.
لازم به ذکر است که همچنان انواع اره نواری از کشورهای ترکیه و آلمان توسط شرکتهای مختلف وارد ایران میشود. که طبیعتا قیمت اره نواری وارد شده به دلیل قیمت ارز و وارداتی بودن و هزینههای گمرک و گارانتی و همچنین جابهجایی و… از قیمت تمام شده اره نواری در ایران بسیار بالاتر است. این دستگاهها با توجه به بقیه پیشرفتها در صنایع و علوم دیگر و همچنین ظهور هوش مصنوعی مداوم و مرتب در حال تغییر و بهینهتر شدن هستند.
برای خرید اره نواری به چه نکاتی باید توجه کنیم؟
برای خرید اره نواری به نکات زیر توجه کنید:
- نوع اره نواری: اتنخاب نوع دستگاه براساس انتظار و کاربرد شما مهم است. اره نواری ها در سایزها و مدلهای مختلف و با کارکردهای گوناگون در بازار ایران موجود هستند.
- قدرت موتور: چهار موتور در اره نواری به طور معمول وجود دارد که شامل: موتور فیدر – موتور هیدرولیک – موتور خنککننده و موتور تیغه است. برای خرید دستگاه اره نواری حتما دربارهی قدرت و توان موتورها از تولیدکننده یا فروشنده و بسته به نیاز اطلاعات کسب کنید.
- طول و عرض تیغه: اندازه تیغه اره نواری بسته به نوع موادی که میخواهید با آن عمل برش را انجام دهید، تعیین میشود. همچنین تیغه نیاز به مراقبت و نگهداری داشته و یک ابزار مصرفی است که در طول زمان امکان خرابی آن وجود دارد. میتوانید آن را با کمک کارشناس دستگاه به راحتی هر چند وقت یکبار تعویض کنید.
- ویژگیهای ایمنی: ماشین اره نواری باید دارای محافظ تیغه، محافظ برق، اخطار کمبود آب صابون، سیستم توقف اضطراری و جمعکننده براده و… باشد.
- کیفیت ساخت: قبل از خرید دستگاه توجه کنید که از بهترین رنگ برای بدنه و قطعات، از بهترین سیمکشی و قطعات برقی و محافظهای برق، از با کیفیتترین جنس فلز برای بدنه و تیغه، بهینهترین و بهترین موتورها و … استفاده شده باشد.
- وزن و اندازه دستگاه: دقت کنید که اندازه و وزن و طول و عرض مناسب با کارگاه یا کارخانهی خود را انتخاب کنید.
- گزینههای سرعت و جهت برش: بررسی کنید که دستگاه به سیستم هوشمند برش مجهز باشد. که از طریق سیستم مانیتورینگ، به راحتی بتوانید عملکرد برش را در اختیار داشته باشید.
- پایداری میز رولیک: چک کنید که میز رولیک استحکامات لازم و اندازه مناسب با قطعات شما برای قرارگیری قطعه داشته و همچنین از پایداری و قابل تنظیم بودن برخوردار باشد.
- شهرت برند: انتخاب برند مناسب همیشه دغدغهی افراد برای انتخاب و خرید اره نواری است. با جستجو و پرسش از کاربرانی که قبلا دستگاه را خریداری کردن و همچنین بررسی برندهای ایرانی و خارجی به یک انتخاب مطمئن خواهید رسید. کافیست که کمی صبوری کرده و از منابع مختلف برای دانستنیهای قبل از خرید استفاده کنید.
- خدمات پس از فروش: توجه کنید که بعد از انتخاب بهترین برند اره نواری، آیا کارخانهی سازنده اره نواری یا شرکت واردکننده اره نواری خدمات پس از فروش مناسبی شامل: گارانتی و طول مدت و نوع آن – دفترچه راهنمای محصول، فیلم آموزشی کار با محصول، تعمیر و تعویض قطعات و پشتیبانی و … را برعهده میگیرد؟
- بودجه: در نهایت بودجهی شما برای خرید ماشین اره نواری عاملی تعیینکننده و بسیار مهم در انختاب شماست.
قیمت اره نواری به چه عواملی بستگی دارد؟
قیمت اره نواری به عوامل متععدی از جمله موارد زیر بستگی دارد:
- برند: برندهای معتبر و معروف به واسطهی ارائه بهترین کیفیت دستگاهها و خدمات پس از فروش آن برند ، همیشه محصولاتشان از قیمت بالاتری برخوردار هستند. یک برند معتبر تولیدکننده اره نواری، در هر زمانی به دلیل شکل گرفتن ارزش آن در ذهن مشتریان، تلاش خواهد کرد که خدمات و تولیدات خود را به بهترین شکل ممکن به مشتریان ارئه دهد.
- قدرت و عملکرد: هر چه قدرت و کیفیت عملکرد دستگاه بیشتر باشد، طبیعتا قیمت اره نواری هم بالاتر خواهد بود.
- سایز دستگاه اره نواری: دستگاههایی با سایز کوچکتر قیمت پایینتری نسبت به دستگاههای بزرگ دارند. به طور مثال دستگاه اره نواری فولاد بر سایز 320 نسبت به دستگاه اره نواری فولاد بر سایز 1600 قیمت بسیار کمتری دارد.
- ویژگیهای فنی: اندازه و قدرت موتور، امکانات تظیمات دستگاه، سیستم تغذیه، داشتن یا نداشتن سیستم هوشمند، اتصال به دستگاههای دیگر برای کنترل و امکان تعیین نوع و شکل برش و… در تعیین کردن قیمت نهایی دستگاه تعیینکننده هستند.
- لوازم جانبی: اگر تولیدکننده یا واردکننده اره نواری در کنار دستگاه لوازم بیشتری ارائه دهد، طبیعتا مقدار قیمت بیشتری برای دستگاه خود تعیین خواهد کرد. این لوازم جانبی میتواند شامل: تیغاره اضافه، آچارهای مخصوص، محافظهای مورد نیاز و… باشد.
- تکنولوژی و نوآوری: با مدرنتر شدن ماشین های اره نواری، هوشمندسازی آنها، استفاده از سیستمهای برنامهریزی شده برای برش و به کار بردن هوش مصنوعی، قیمت آنها هم به مراتب بالاتر خواهد رفت.
- خدمات پس از فروش: آموزش کار با دستگاه، گارانتی، در اختیار گذاشتن اپراتور، پشتیبانی، به روزرسانی دستگاه، تعمیر و نگه داری بعد از فروش اره نواری، در تعیین کردن قیمت نهایی تاثیرگذار است.
چرا از دستگاه اره نواری استفاده میکنیم؟
- دقت بالا: تیغه این دستگاه به دلیل داشتن دندانههای برشی کوچک و تنظیم زاویه و عرض برش با گونیا، برشهایی دقیق و صاف ایجاد میکند و میتواند برشهای زاویهای و زوایای مرکب را نیز با دقت انجام دهد.
- سرعت بالا: الکتروموتور این دستگاه نیروی چرخشی بالایی را به فلکهها منتقل میکند که باعث شده تیغه دستگاه با سرعت بالایی حرکت کند و در نتیجه برش مواد سریعتر و روانتر انجام میشود.
- هدر رفت کم: تیغه دستگاه به دلیل داشتن عرض کم و دندانههای برشی کوچک، میتواند برشهای نازک و ضایعات کمی ایجاد کند. این منجر به کاهش هدر رفتن مواد برشی و صرفهجویی در هزینه و منابع شود.
- تنوع بالا: این دستگاه میتواند انواع مواد مختلف را با تغییر تیغه و تنظیمات مربوطه برش دهد. و همچنین برشهای مستقیم، منحنی، زاویهای و زوایای مرکب را با تغییر زاویه گونیا انجام دهد.
اجزای تشکیل دهنده دستگاه اره نواری
بدنه: بدنه دستگاه اره نواری از جنس فولاد یا چدن ساخته شده و وزن بالایی دارد. این بدنه برای ایجاد ثبات و جلوگیری از تکان خوردن دستگاه در هنگام کار ضروری است. برخی از مدلهای دستگاه به زمین پیچ شده تا دقت تنظیمات و عملکرد آن به هم نخورد.

فلکهها: فلکهها از جنس چدن بوده و دستگاه دارای دو فلکه است که در سمت چپ بالا و راست بالا قرار دارند. فلکه راست همیشه ثابت و فلکه چپ قابلیت حرکت دارد. فلکهها نقش مهمی در حرکت تیغه اره داشته و باید به طور منظم تعویض و تعمیر و همچنین روغنکاری و گریسکاری شوند.

الکتروموتور: الکتروموتور نیز به بدنه پیچ شده و معمولا از دو مدل تکفاز و سهفاز در دستگاه استفاده میشود. الکتروموتور نیروی چرخشی را به فلکهها منتقل کرده و سرعت برش را تعیین میکند.
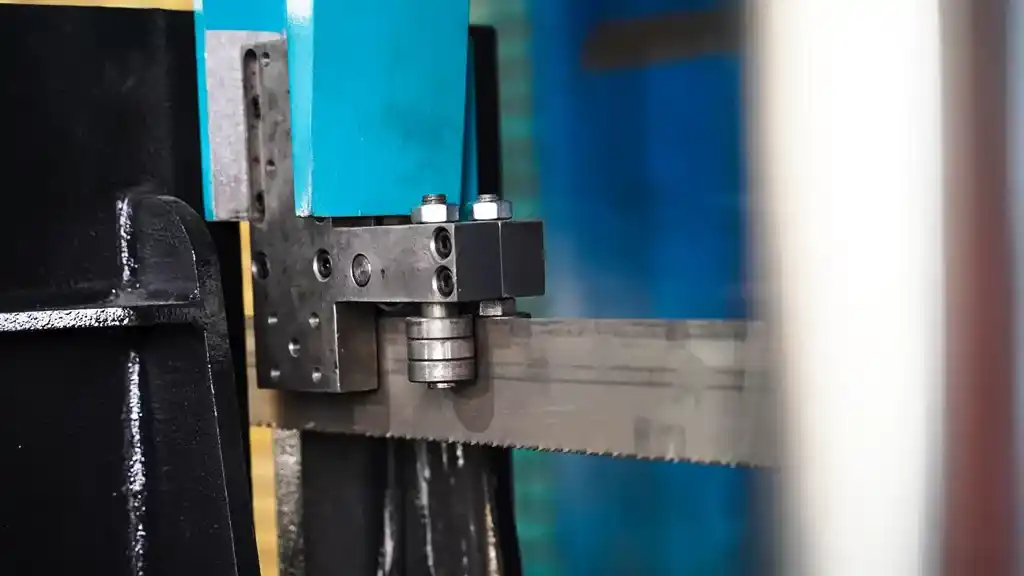
تیغه دستگاه: تیغه دستگاه اره نواری یک نوار فلزی با دندانههای برشی است که به دور فلکهها محکم شده است. دندانهها از ریز تا درشت در اندازههای مختلف وجود دارد. تیغهها از جنس فولاد آلیاژی، کاربید، بایمتال و … باشد و باید با توجه به نوع ماده برشی، ضخامت، سختی و شکل آن انتخاب شده و به طور منظم تیز و تعویض گردد.
گونیا: گونیا یک صفحه فلزی است که برای تنظیم زاویه و عرض برش استفاده میشود. گونیا به بدنه دستگاه متصل شده و قابلیت تغییر زاویه دارد. گونیا برای ایجاد برشهای زاویهای و زوایای مرکبی کاربرد دارد.
محافظ: محافظ اره نواری برای جلوگیری از خروج تیغه یا شکستن تیغه از حفاظهای فلزی استفاده میشود. محافظ باید به طور محکم بر روی تیغه دستگاه قرار گیرد و در هنگام کار باز نشود. محافظ همچنین از ایجاد صدمات به دستها و بدن کاربر جلوگیری میکند.

سیستم خنککاری: سیستم خنککاری اره نواری برای کاهش دما و افزایش عمر تیغه دستگاه و ماده برشی استفاده میشود. این سیستم میتواند از مایعات خنک کننده (مانند آب صابونی) ، هوا یا گازهای فشرده تشکیل شود. این سیستم باید به طور مداوم و با فشار مناسب بر روی تیغه اره و ماده برشی اسپری شود.
سیستم تغذیه: سیستم تغذیه (یا میز رولیک اره نواری) برای حرکت دادن ماده برشی به سمت تیغه اره استفاده میشود. این سیستم میتواند دستی یا اتوماتیک باشد. در سیستم تغذیه دستی، کاربر باید به طور مداوم ماده برشی را به سمت تیغه اره فشار دهد. در سیستم تغذیه اتوماتیک، یک مکانیزم مانند رولر، کلمپ، چرخ دنده یا هیدرولیک ماده برشی را به سمت تیغه هل میدهد.
تفاوت اره نواری با اره لنگ
- شکل و طراحی:
اره نواری: یک ابزار قدرتمند و چندکاره است که از یک نوار بلند و حلقهشکل به عنوان تیغهی برش استفاده میکند. این نوارها معمولاً با فولاد یا آلیاژهای مختلف تولید شده و در طول یک دوره زمانی طولانی به کار میروند.
اره لنگ: اره لنگ یک ابزار با تیغهبلند و باریک است که در قسمت بالای یک ستون یا “لنگ” نصب شده است. تیغه اره لنگ معمولاً ثابت است و برای برش مواد به صورت عمودی به سطح استفاده میشود.
- کاربردها:
اره نواری
- برش انواع مختلف مواد از جمله چوب، فلز و پلاستیک
- کاربردهای صنعتی و ساختمانی
- قابلیت برش در انحناها و زوایای مختلف
اره لنگ
- مناسب برای برش عمقی و دقیق در چوب یا مواد نرمتر
- استفاده در کارهای نجاری و ساخت مبلمان
- برشهای عمودی به سطح
- قابلیت تنظیم:
اره نواری
- امکان تعویض نوارها برای برش مواد مختلف
- قابلیت تنظیم سرعت برش.
- قابلیت اتوماتیکسازی عمل برش
- بهینهسازی زمان و هزینهی برش
اره لنگ
- تیغه معمولاً ثابت است و تنظیمات برش به صورت دستی انجام میشود
- ابعاد و اندازه:
اره نواری
- معمولاً ارههای نواری برای کاربردهای صنعتی استفاده میشوند
- میتوانند ابعاد بزرگتری از مواد را برش دهند
اره لنگ:
- ابزارهای کوچکتر با تیغههای بلندتر
- مناسب برای کارهای نجاری دقیق
در کل، هر یک از این ارهها وظایف و کاربردهای خود را دارند و براساس نیاز و کاربرد موردنظر، انتخاب مناسب انجام میشود.
تعمیر و نگه داری اره نواری فولاد بر
چرا از اره نواری فولاد بر استفاده میکنیم؟
اره نواری فولاد بر یک ابزار بسیار کارآمد و مفید برای برش انواع مواد فلزی و غیر فلزی است. شما بهوسیلهی اره نواری فولاد بر و انتخاب تیغه مورد نظر انواع متریال را به بهترین شکل و در کمترین زمان برش دهید. این دستگاه در حالات اتوماتیک، نیمه اتوماتیک، دستی، بازویی و ستونی ساخته میشود. اره نواری فولاد بر به دلیل داشتن قابلیت چرخش بازو و ستون، امکان برش در زوایا و شکلهای مختلف را فراهم میکند. سرعت بالا، دقت بالا، کاهش ضایعات، صرفهجویی در مواد، کاهش صدا و گرد و غبار و همچنین انعطافپذیری بالا از جمله مزایای این دستگاه است. دستگاه اره نواری فولاد بر یک ابزار برش صنعتی است که برای برش مواد فلزی مانند: فولاد، آهن، آلومینیوم و مس استفاده میشود. این ابزار دارای یک تیغهی به شکل نواری است که از جنس فولاد ساخته شده است و در دو چرخ محوری قرار میگیرد.
این دستگاه میتواند با سرعتهای مختلف برش دهد و برای برش انواع شکلها و ابعاد مواد فلزی مناسب است. با این حال، ماشین اره نواری فولادبر ممکن است در طول زمان خراب شود یا عملکرد نامطلوبی داشته باشد. این مشکلات میتوانند به علت عوامل مختلفی مانند سایش، زنگ زدگی، شکستگی، تنظیم نادرست، کاربری نادرست و غیره رخ دهند. برای رفع این مشکلات، باید اره نواری فولادبر را تعمیر کرد. تعمیر دستگاه شامل چهار مرحله است: علت خرابی – تشخیص – تعمیر – پیشگیری
علت خرابی:
تیغه دستگاه با استفادهی مداوم و برش مواد فلزی سخت، ممکن است ساییده شود و تیزی خود را از دست بدهد. این موجب میشود که اره نواری فولادبر برش ناهموار و ناقص داشته باشد و به مواد فلزی آسیب بزند. تیغه در تماس با رطوبت و اکسیژن، ممکن است زنگ بزند و خوردگی پیدا کند. این موجب میشود که تیغه ضعیف و شکننده شود و برش نامناسب و ناپیوسته داشته باشد. تیغه دستگاه با تحمل فشار زیاد و برخورد با مواد فلزی سخت، ممکن است شکسته شود و قطعه – قطعه شود. این موجب میشود که اره قادر به برش نباشد و مواد فلزی را خراب کند. تیغه اره نواری فولادبر باید با تنش، سرعت و جهت مناسب تنظیم شود تا برش صحیح و موثر داشته باشد. اگر تنظیم تیغه نادرست باشد، ممکن است باعث شود که تیغه لغزش، گردش، خم شدن یا پاره شدن داشته باشد.
تشخیص:
تشخیص خرابی ماشین اره نواری فولاد بر شامل بررسی علائم و نشانههای مشکل است. برخی از علائم و نشانههای رایج خرابی اره نواری فولادبر عبارتند از:
برش ناهموار و ناقص: اگر دستگاه شما برش ناهموار و ناقص داشته باشد، ممکن است به دلیل سایش، زنگ زدگی یا شکستگی تیغه باشد. برای بررسی این مشکل، باید تیغه اره نواری فولاد بر را از دستگاه جدا کرده و دندانه های آن را مورد بازدید قرار دهید و در صورت نیاز آن را تعویض کنید.
برش نامناسب و ناپیوسته: اگر دستگاه برش نامناسب و ناپیوسته داشته باشد، ممکن است به دلیل تنظیم نادرست تیغه باشد. برای بررسی این مشکل، باید تنش، سرعت و جهت تیغه را با استفاده از تجهیزات مخصوص بررسی و تنظیم کنید. اگر تنش، سرعت و جهت تیغه اره نواری فولادبر مناسب نباشند، باید آنها را با توجه به دستورالعملهای سازنده یا کارشناس تعمیرکار تنظیم کنید.
برش ناهنجار و نامطلوب: اگر ماشین اره نواری فولاد بر برش ناهنجار و نامطلوب داشته باشد، ممکن است به دلیل کاربری نادرست اره باشد. برای بررسی این مشکل، باید رعایت نکات ایمنی و دستورالعملهای کاربری را مورد بازدید قرار دهید. اگر کاربر دستگاه را به صورت نادرست یا بیملاحظه استفاده کرده باشد، باید از او بخواهید که از دستگاه به صورت صحیح و ملاحظهآمیز استفاده کند.
تعمیر:
تعمیر دستگاه شامل رفع مشکلات و خرابیهای اره است. برای تعمیر باید از ابزارها و قطعات مناسب استفاده کرد و دستورالعمل های تعمیرکار را دنبال کرد. برخی از روشهای رایج تعمیر عبارتند از:
تعویض تیغه: اگر تیغه ساییده، زنگ زده یا شکسته باشد، باید آن را تعویض کنید. برای تعویض تیغه، باید اره را از برق جدا کرده و تیغه قدیمی را از چرخهای محوری بردارید. سپس تیغه جدید را با توجه به جهت و سرعت موردنظر بر روی چرخهای محوری قرار دهید و تنش آن را تنظیم کنید. در نهایت، تیغه جدید را با استفاده از یک تست برش بررسی کنید.
تنظیم تیغه: اگر تنظیم تیغه نادرست باشد، باید آن را تنظیم کنید. برای تنظیم تیغه، باید اره را از برق جدا کرده و تنش، سرعت و جهت تیغه را با استفاده از تجهیزات مخصوص بررسی و تنظیم کنید. تنش تیغه باید به گونه ای باشد که تیغه را در حالت کشیده و صاف نگه دارد. سرعت تیغه باید به گونه ای باشد که برش را به صورت موثر و بدون گرم شدن انجام دهد. جهت تیغه باید به گونه ای باشد که با جهت حرکت ماده فلزی هماهنگ باشد. در نهایت، تنظیم تیغه را با استفاده از یک تست برش بررسی کنید.
تمیز کردن و روغن کاری: اگر اره نواری فولاد بر کثیف یا خشک باشد، باید آن را تمیز کرده و روغنکاری کنید. برای تمیز کردن و روغنکاری، باید اره را از برق جدا کرده و تیغه، چرخهای محوری، میزکار و بخشهای دیگر اره را با استفاده از یک پارچه خشک و تمیز پاک کنید. سپس تیغه و بخشهای متحرک اره را با استفاده از یک روغن مناسب روغنکاری کنید. در نهایت، تمیزکردن و روغنکاری را با استفاده از یک تست برش بررسی کنید.
پیشگیری:
پیشگیری از خرابی دستگاه شامل انجام اقداماتی است که به حفظ و افزایش عمر و کارایی اره کمک میکنند.
برخی از اقدامات پیشگیرانه از خرابی اره نواری فولاد بر عبارتند از:
استفاده از تیغه مناسب: برای استفاده از دستگاه، باید از تیغه مناسب برای ماده فلزی موردنظر استفاده کنید. تیغه باید از جنس فولاد با کیفیت بالا باشد و دارای دندانههای تیز و متناسب با ضخامت و سختی ماده فلزی باشد. اگر از تیغه نامناسب استفاده کنید، ممکن است باعث شود که تیغه سریع ساییده شده یا شکسته شود.
رعایت نکات ایمنی و دستورالعملهای کاربری: برای استفاده از دستگاه، باید نکات ایمنی و دستورالعملهای کاربری را رعایت کنید. برای رعایت نکات ایمنی، باید از تجهیزات حفاظت فردی مانند دستکش، کلاه، عینک، گوشگیر، کفش و لباس مناسب استفاده کنید و از پوشیدن لباسهای شل و آویزان، زیورآلات، دستبند و ساعت خودداری کنید. همچنین باید دستها و بدن خود را از تیغه اره دور نگه دارید و از فشار زیاد بر روی تیغه اره خودداری کنید و اجازه دهید که اره به صورت خودکار برش دهد. برای رعایت دستورالعملهای کاربری، باید از تیغه مناسب برای ماده فلزی مورد نظر استفاده کنید و تنظیمات تیغه را با توجه به دستورالعملهای سازنده یا کارشناس تعمیرکار انجام دهید. همچنین باید ماده فلزی را به صورت استوار و محکم در میزکار یا دستگاه اره نواری فولاد بر قرار دهید و از دست زدن به تیغه اره یا ماده فلزی خودداری کنید.
بازدید و نگهداری منظم: برای استفاده از دستگاه، باید از بازدید و نگهداری منظم اره اطمینان حاصل کنید. برای بازدید و نگهداری منظم، باید اره را به صورت دورهای از برق جدا کرده و تیغه، چرخهای محوری، میزکار و بخشهای دیگر اره را با استفاده از یک پارچه خشک و تمیز پاک کنید. سپس تیغه و بخش های متحرک اره را با استفاده از یک روغن مناسب روغنکاری کنید. در نهایت، عملکرد اره را با استفاده از یک تست برش بررسی کنید.
نتیجهگیری:
اره نواری فولادبر یک ابزار برش صنعتی است که برای برش مواد فلزی با ابعاد و شکلهای مختلف استفاده میشود. این ابزار ممکن است در طول زمان خراب شود یا عملکرد نامطلوبی داشته باشد. برای رفع این مشکلات، باید دستگاه را تعمیر کرد. تعمیر شامل چهار مرحله است: علت خرابی، تشخیص، تعمیر و پیشگیری. برای انجام این مراحل،باید از ابزارها و قطعات مناسب استفاده کرد و دستورالعملهای تعمیرکار را دنبال کرد. همچنین باید نکات ایمنی و دستورالعملهای کاربری رعایت کرد و از بازدید و نگهداری منظم اره اطمینان حاصل کرد.